
Blog
The Welded GYLON® Process
For large gaskets without handling problems or premature blowout.
GYLON® is a high performance PTFE (Polytetrafluoroethylene) gasketing material with excellent chemical resistance in combination with stopped cold flow based on the special GYLON® production process. GYLON® was introduced by Garlock in 1967. From then on it was further developed by Garlock according to the requirements of the different industries, their processes and the media involved.
With growing concern over fugitive emissions, the traditional dovetailing method of creating larger sized gaskets no longer met many customers’ demands in the past. In response, Garlock created the Welded GYLON® process. Welded GYLON® eliminated dovetail leak paths and allowed the use of large gaskets without handling problems or premature blowout. Today, GYLON® gaskets can be thermally bond (without the use of any adhesive or low melt temperature polymers) to any size or dimension.

Large diameter gaskets, exceeding standard sheet sizes, can be supplied quickly. Individual segments are joined in a customized sintering/welding process without additives (“dry” welding technique) maintaining the original material homogeneity and density, increasing the safety on a plant.
The welding process can be done for GYLON® Style 3501-E (brick red), GYLON® Style 3504 (blue) and GYLON® Style 3510 (white). A bar thickness from 1.6 mm up to 3.2 mm is possible with a maximum width of 85 mm. By this process the material yield is optimized without affecting the operational capability.
The process offers countless benefits in size, handling, transport, costs and many more.
Main advantages:
- Dimensions larger than sheet sizes can be realized – no size limitations
- Less cost intensive gasket due to better sheet usage and less “scrab”
If gaskets are segmented and without welds:
- Shipping of large sizes can be done with small packaging units
- Due to segmentation, gasket still can be split and be wrapped around units without dismounting the complete unit. Mounting time can be reduced!
- Different joint connections available
- Less warehouse/storage space needed
 |
 |
|
Classic Material Management
|
Material Management with GYLON® Welding
|
In the Non-Welded GYLON® process several joint connections are available for segmentation of the gasket – according to the requirements of the application.
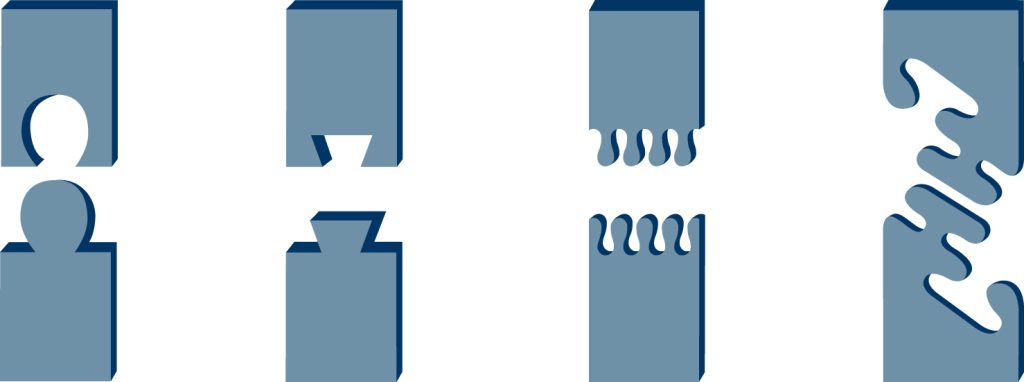
(left to right) 1) Omega Joint 2) Delta Joint 3) Multi Button Joint 4) Double Head Joint
If the welding process comes into action, the Multi Button Joint connection will be used to be welded afterwards. Welding process is possible from 1.6 mm thickness to 3.2 mm thickness and with a minimum web-width of 13 mm and a maximum web-width of 85 mm.
Falkenweg 1
41468 Neuss
Germany
+49 2131 349-0
garlockgmbh @ garlock.com
© 2024 Garlock GmbH, Germany
Garlock Global Website
www.garlock.com
Career Site Europe
https://www.garlock-karriere.de/en